¿Por qué fallan más rápido los rodamientos de las empacadoras de ensilaje que en las de heno?
Tres mecanismos que aceleran el desgaste de los cojinetes en el entorno del ensilaje.
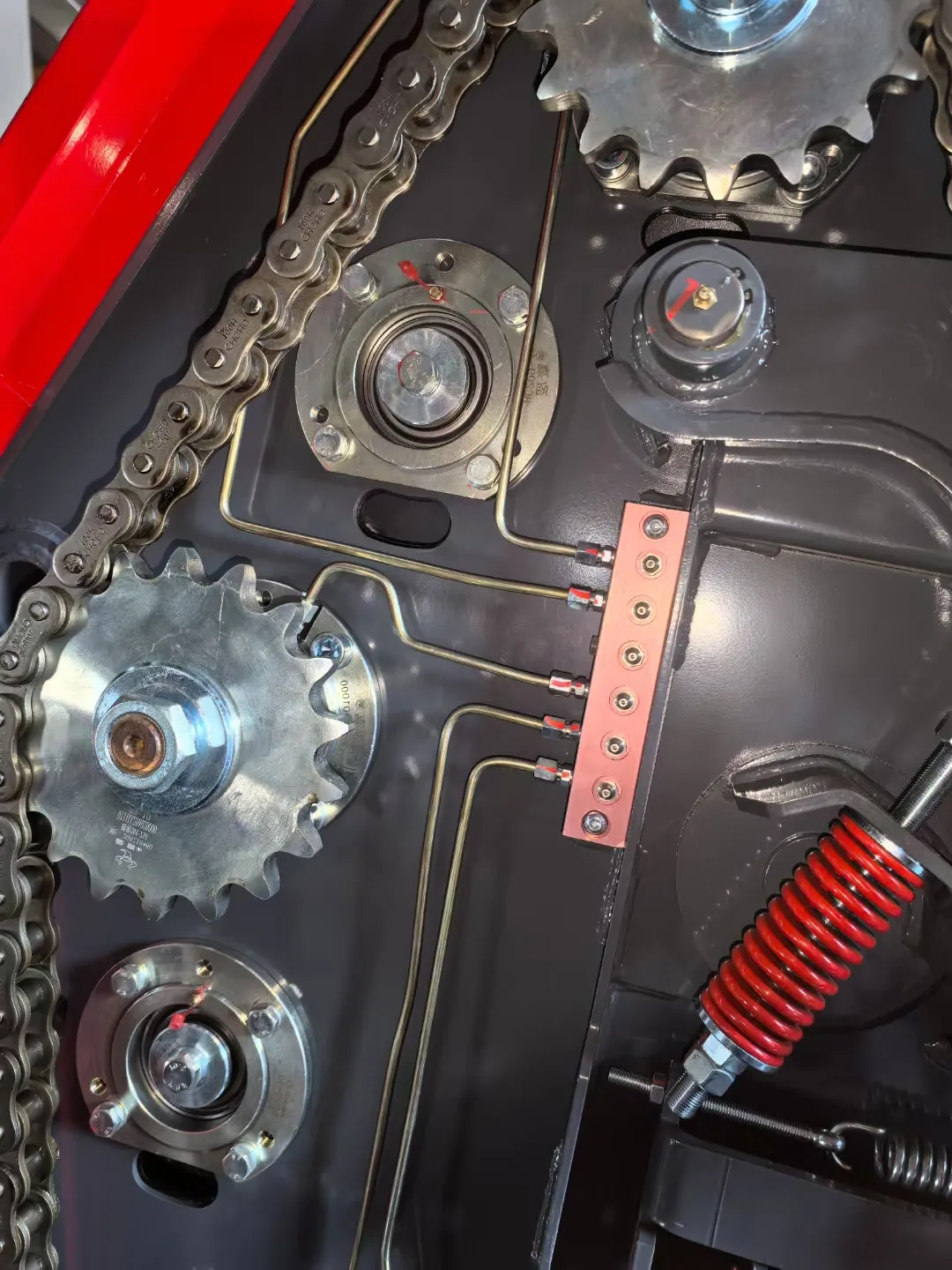
Cojinetes en un empacadora de ensilaje En el empacado de heno seco, se enfrentan a una combinación de mecanismos de degradación que simplemente no existen, o existen con mucha menor intensidad. Comprender estos mecanismos no es solo un aspecto teórico: explica por qué un rodamiento que cumple su vida útil nominal en el uso para heno puede fallar mucho antes en el uso para ensilaje, e indica qué posiciones de los rodamientos deben priorizarse para su inspección y reemplazo en un programa de mantenimiento específico para ensilaje.
El primer mecanismo es la contaminación corrosiva. El jugo vegetal de los cultivos forrajeros es una solución diluida de ácidos orgánicos —principalmente ácido láctico y acético— combinados con sales minerales y materia vegetal soluble. Esta solución penetra en los sellos de los rodamientos con el tiempo, especialmente en las zonas expuestas directamente al flujo del cultivo. Una vez dentro de la carcasa del rodamiento, el ácido ataca las pistas de rodadura y los elementos rodantes de acero, provocando corrosión por picaduras que desgasta las superficies de contacto del rodamiento y genera partículas metálicas que aceleran el desprendimiento por fatiga. Un rodamiento que desarrolla corrosión por picaduras debido a la contaminación ácida suele fallar mucho antes de su vida útil teórica, ya que los residuos que genera actúan como abrasivo dentro del propio rodamiento.
El segundo mecanismo es el lavado con agua de la película de grasa. Los cultivos con alto contenido de humedad liberan vapor de agua continuamente durante todo el ciclo de empacado; la humedad dentro de la cámara de empacado se aproxima a 100% durante la operación de ensilaje. Esta humedad penetra en las carcasas de los cojinetes y diluye progresivamente la grasa, reduciendo el espesor de su película de soporte de carga. Un cojinete que funciona con grasa contaminada con agua genera significativamente más calor que uno que funciona con grasa limpia de la viscosidad correcta. El tercer mecanismo es la sobrecarga: las pacas de ensilaje son entre 30 y 45% más pesadas que las pacas de heno equivalentes, lo que significa que cada posición del cojinete en la máquina soporta cargas radiales y axiales proporcionalmente mayores con cada ciclo de empacado. El efecto combinado de estos tres mecanismos es una tasa de fallas de cojinetes en el servicio de ensilaje que suele ser de dos a tres veces mayor que la del mismo cojinete en el servicio de heno seco, una realidad que debe reflejarse en el programa de inspección y reemplazo para cualquier máquina empacadora de ensilaje.

Cómo saber cuándo hay que reemplazar un rodamiento
Los cuatro métodos de diagnóstico: desde la revisión manual hasta la observación quirúrgica.
La falla de un rodamiento no es un evento binario; progresa por etapas, y cada etapa tiene indicadores observables que pueden detectarse antes de que ocurra una avería catastrófica. Detectar un rodamiento en la etapa inicial o intermedia de falla permite un reemplazo planificado en el momento oportuno; no detectarlo implica una avería de emergencia en el peor momento posible. Para los rodamientos de las empacadoras de ensilaje, los siguientes cuatro métodos de diagnóstico abarcan desde la inspección previa a la temporada en el almacén hasta el monitoreo en el campo durante las campañas activas.
Método 1: Prueba de rotación de la mano (pretemporada y semanal)
Con la máquina completamente detenida, la toma de fuerza desconectada y la llave retirada, gire cada eje y rodillo manualmente una vuelta completa. Un rodamiento en buen estado se siente suave y continuo; no debe haber asperezas, sensación de fricción ni puntos rígidos detectables. Cualquiera de estas sensaciones indica daños en la superficie o contaminación dentro del rodamiento que requieren una investigación más a fondo. Para los rodamientos de rodillos en la cámara de empacado, también mueva el eje lateralmente mientras gira; un juego radial detectable (más de 1-2 mm en los husillos del eje de recogida, prácticamente nulo en los rodillos de la cámara) indica que el rodamiento ha perdido su ajuste a presión o que la pista interior está girando sobre el eje.
Método 2 — Control de temperatura (durante el funcionamiento)
Un rodamiento que funciona normalmente en servicio de ensilaje generará un calor moderado: estará tibio al tacto, pero no resultará incómodo al sostenerlo. Un rodamiento que está desarrollando daños internos se calentará notablemente más, demasiado como para mantener el contacto con la mano durante más de uno o dos segundos. La comprobación más práctica en campo consiste en tocar brevemente cada alojamiento del rodamiento con el dorso de la mano (no con la palma, ya que la respuesta al dolor es más rápida en el dorso) después de detener la máquina al final de una sesión de empacado. Cualquier alojamiento que esté significativamente más caliente que los demás debe inspeccionarse y reemplazarse antes de la siguiente sesión. Un termómetro infrarrojo es más preciso si se dispone de él: un rodamiento en servicio de ensilaje que alcance una temperatura superior a 30 °C por encima de la temperatura ambiente está cerca de fallar.
Método 3 — Diagnóstico de ruido (durante el funcionamiento)
El ruido de los rodamientos cambia de forma predecible a medida que avanza el daño. La contaminación y el picado en las primeras etapas producen un sonido de fricción o áspero de baja intensidad, distinto del ruido mecánico normal de la máquina, pero que puede pasarse por alto fácilmente. El daño en etapas intermedias produce un tono de retumbo o gruñido más pronunciado en la zona afectada. El daño en etapas avanzadas —desconchamiento de las pistas de rodadura o fractura de la jaula— produce un clic o golpeteo irregular e intermitente cuya frecuencia aumenta con la velocidad de rotación. Para diagnosticar el ruido de los rodamientos, es necesario conocer el perfil de sonido normal de la máquina a velocidad de funcionamiento, lo cual se adquiere con la experiencia; otra razón para poner en marcha la máquina antes de la temporada y registrar el perfil de ruido de referencia antes de su puesta en servicio.
Método 4 — Verificación del estado de la grasa (posterior a la sesión)
Cuando la grasa nueva se expulsa de un rodamiento durante la lubricación, el color y la consistencia de la grasa vieja desplazada indican el estado del rodamiento. Una grasa limpia, uniforme y de color normal indica un rodamiento en buen estado. La grasa gris o negra indica residuos metálicos por el desgaste de la superficie del rodamiento; este debe inspeccionarse para detectar daños. Una grasa lechosa o acuosa indica la entrada de agua; el sello está dañado y necesita ser reemplazado. Una grasa granulada con partículas oscuras visibles indica contaminación por residuos de ensilaje que han sorteado el sello; el rodamiento debe limpiarse, inspeccionarse para detectar daños y volver a lubricarse. Para modelos específicos piezas de empacadoras de ensilaje incluidos los cojinetes, Contacta con nuestro equipo por disponibilidad.
| Indicador | Qué significa | Acción |
|---|---|---|
| Aspereza en la rotación de la mano | Daños superficiales o contaminación precoz | Inspeccionar — programar reemplazo |
| Juego lateral en el eje | Se ha excedido la holgura del rodamiento o se ha girado la pista interior. | Reemplazar antes de la próxima sesión |
| La carcasa del rodamiento se calienta significativamente más que otras. | Fallo de lubricación o daño interno | Detener: reemplazar antes de continuar la operación. |
| El ruido de fricción aumenta con la velocidad. | Picaduras superficiales: daños en etapa intermedia | Reemplazar a la primera oportunidad |
| Clics intermitentes a velocidad de funcionamiento | Desprendimiento o fractura de la jaula: fallo en etapa tardía | Deténgase inmediatamente; reemplácelo ahora. |
| Grasa de purga gris/negra en el accesorio | Restos metálicos: presencia de desgaste superficial. | Inspeccione el cojinete y planifique su reemplazo. |
| Grasa de purga lechosa/acuosa | Entrada de agua: el sello está dañado. | Aumentar la frecuencia de lubricación; planificar el reemplazo de sellos/rodamientos. |
Ubicaciones prioritarias de los árboles en el servicio de ensilaje
¿Qué rodamientos fallan con más frecuencia y cuáles son los más costosos cuando lo hacen?
No todas las posiciones de los rodamientos presentan el mismo riesgo de falla en el servicio de ensilaje. Las siguientes ubicaciones son prioritarias para la inspección y el reemplazo planificado, ya que combinan alta carga, alta exposición a la contaminación y graves consecuencias en caso de falla en el campo. Comprender este orden de prioridad permite a los operadores concentrar el tiempo de inspección y llevar los rodamientos de repuesto más valiosos desde el punto de vista estratégico, en lugar de intentar mantener un inventario completo de rodamientos para toda la máquina.
Cómo reemplazar un rodamiento de una empacadora de ensilaje: Paso a paso
Procedimiento correcto para los cojinetes de rodillos y ejes de captación
El procedimiento que se describe a continuación cubre el reemplazo de los cojinetes de unidad con brida (el tipo más común en empacadoras agrícolas) y los cojinetes de rodillos cilíndricos a presión. Las herramientas específicas y la secuencia de desmontaje varían según el modelo; consulte siempre el manual del operador de su máquina. Los principios son los mismos: nunca fuerce los cojinetes, nunca dañe el eje ni la superficie de la carcasa y verifique siempre que estén correctamente colocados antes del reensamblaje.
⚠️ Herramientas necesarias para el reemplazo del rodamiento
Extractor de rodamientos (de dos o tres mordazas, del mismo diámetro que el eje), prensa o herramienta de montaje (nunca utilice un martillo directamente sobre la superficie del rodamiento), paño de limpieza para el eje, calibrador digital (para verificar las dimensiones del eje y la carcasa), llaves adecuadas para la tuerca de seguridad/anillo de retención y un trapo limpio. Nunca utilice un martillo directamente sobre un rodamiento; las cargas de impacto dañan los elementos rodantes y las pistas de rodadura del nuevo rodamiento durante la instalación.
Aísle la máquina y acceda al rodamiento.
Desconecte la toma de fuerza, apague el motor del tractor y retire la llave. Para los cojinetes de rodillos, abra la compuerta trasera y libere la presión hidráulica. Retire la protección o la tapa de acceso de la ubicación del cojinete afectado. Limpie el área alrededor de la carcasa del cojinete; eliminar los residuos de ensilaje antes del desmontaje evita la contaminación del nuevo cojinete.
Retire los elementos de fijación del eje.
Retire la contratuerca, el anillo de retención o el tornillo de fijación que sujeta el cojinete al eje; el manual del operador muestra el método de sujeción específico para cada posición. Rocíe los sujetadores corroídos con aceite penetrante y deje actuar durante 10 minutos antes de intentar aflojarlos; forzar los sujetadores corroídos los rompe y genera una reparación mucho más compleja.
Extraiga el rodamiento con un extractor.
Coloque las mordazas del extractor de rodamientos en la pista interior (no en la exterior ni en los sellos) y extraiga el rodamiento del eje apretando el tornillo del extractor de forma constante. Si el rodamiento ofrece resistencia, compruebe que se hayan retirado todos los elementos de sujeción; forzar un rodamiento que aún está parcialmente sujeto dañará el eje. En el caso de rodamientos con brida, retire primero los pernos de montaje de la carcasa y, a continuación, separe el rodamiento del eje con el extractor.
Inspeccione y limpie el eje y la carcasa.
Tras retirar el rodamiento, limpie a fondo el muñón del eje y el alojamiento, e inspeccione si hay corrosión por fricción, rayaduras o desgaste. Mida el diámetro del eje con un calibrador Vernier y compárelo con la tolerancia del orificio del rodamiento. Un eje desgastado por debajo de la especificación mínima no sujetará correctamente el nuevo rodamiento, y una pista interior giratoria dañará rápidamente el eje y el nuevo rodamiento. Repare los daños del eje antes de instalar el nuevo rodamiento.
Instale el nuevo rodamiento correctamente.
Aplique una capa fina de grasa al muñón del eje. Coloque el nuevo rodamiento de forma recta sobre el eje y utilice una herramienta de montaje (un tubo que solo entra en contacto con la pista interior) para presionarlo hasta que encaje. Al presionar sobre el eje, aplique fuerza únicamente a la pista interior; aplicar fuerza a la pista exterior transmite la carga a través de los elementos rodantes y daña el nuevo rodamiento antes de que entre en servicio. Presione firmemente hasta que el rodamiento se asiente completamente contra su tope.
Engrasar, volver a ensamblar y verificar.
Engrase la carcasa del rodamiento con grasa nueva para ensilaje antes de colocar la tapa. Vuelva a instalar todos los elementos de fijación con el par de apriete especificado. Gire el eje manualmente para comprobar que funciona correctamente antes de reinstalar las protecciones y poner la máquina en marcha. Haga funcionar la máquina a baja velocidad de la toma de fuerza sin cultivo durante dos minutos y vuelva a comprobar la temperatura del rodamiento antes de reanudar el funcionamiento normal.
Selección del rodamiento de repuesto adecuado para el servicio de ensilaje
Opciones de especificación que afectan la vida útil en el entorno de ensilaje.
Al reemplazar un cojinete en un máquina empacadora de ensilajeLa calidad de los rodamientos y las especificaciones de los sellos son más importantes que en la mayoría de las demás aplicaciones agrícolas. El ambiente corrosivo y húmedo dentro de una empacadora de ensilaje implica que un rodamiento estándar abierto o sellado de contacto ligero tendrá una vida útil significativamente menor que un rodamiento con sellos de alto contacto y tratamientos superficiales resistentes a la corrosión. La diferencia de precio entre un rodamiento de repuesto agrícola estándar y un rodamiento sellado de mayor especificación con recubrimiento anticorrosivo es modesta; sin embargo, la diferencia en la vida útil en condiciones de ensilaje es sustancial.
Juntas de goma de alto contacto (2RS)
Especifique rodamientos con la designación de sello 2RS: ambos lados sellados con sellos de goma de alto contacto. Los sellos estándar 2Z (con protectores metálicos) permiten que la humedad y las partículas finas pasen alrededor del borde del protector en condiciones húmedas; los sellos 2RS hacen contacto directo con la pista interior para mantener una barrera efectiva.
Preengrasado con grasa compatible.
Los rodamientos sellados lubricados de fábrica utilizan una grasa de litio estándar que podría no ser compatible con la grasa de sulfonato de calcio recomendada para el ensilaje. Para los rodamientos que se lubricarán adicionalmente con grasa para ensilaje, verifique la compatibilidad o solicite rodamientos precargados de fábrica con grasa compleja de sulfonato de calcio.
Espacio libre interno C3 para posiciones calefactadas
Para las posiciones de los cojinetes que suelen alcanzar temperaturas elevadas (rodillos de accionamiento inferiores, eje de recogida en aplicaciones de alto rendimiento), especifique una holgura interna C3. Esta holgura adicional permite la dilatación térmica sin la precarga que provoca la fatiga prematura en los cojinetes con holgura estándar que se calientan.
Dimensiones especificadas por el fabricante de equipos originales (OEM)
Sustituya siempre el rodamiento por uno que coincida con las especificaciones exactas del fabricante original en cuanto a diámetro interior, diámetro exterior y anchura. Los rodamientos de dimensiones similares, fabricados según diferentes estándares, pueden presentar diferencias en la geometría de la pista de rodadura, la clase de holgura interna o el diseño del sello, factores que pueden afectar al ajuste y a la vida útil. Contacta con nuestro equipo Para rodamientos de repuesto especificados por el fabricante original.
Programa de reemplazo planificado de rodamientos para el servicio de ensilaje
Reemplazar según lo programado en lugar de esperar a que falle.
La sustitución planificada de rodamientos —sustituirlos a intervalos programados antes de que fallen, en lugar de reaccionar ante cada fallo— resulta significativamente más rentable que la sustitución reactiva en las operaciones de empacadoras de ensilaje. El coste de una sustitución planificada en el cobertizo antes de la temporada es el coste del rodamiento más 30-60 minutos de mano de obra. El coste de la misma sustitución de emergencia durante una campaña de corte incluye el rodamiento, la logística de las piezas de repuesto, el cultivo en espera en el campo y los posibles daños secundarios derivados de la destrucción de un rodamiento defectuoso. Para los operadores australianos cuyas operaciones de ensilaje dependen de periodos de cosecha ajustados, la rentabilidad favorece claramente la sustitución planificada según el calendario que se detalla a continuación.
| Ubicación del rodamiento | Intervalo de servicio del ensilaje | Intervalo de servicio del heno |
|---|---|---|
| Cojinetes del eje del carrete de recogida | Anualmente (o ante el primer signo de desgaste) | Cada 2 temporadas |
| Cojinetes de rodillos de transmisión inferiores | Anualmente (o ante el primer signo de desgaste) | Cada 2-3 temporadas |
| cruces de juntas universales de la toma de fuerza | Cada 2 temporadas o durante la detección de juego | Cada 3-4 temporadas |
| Cojinetes de pivote del empujador | Cada 2 temporadas o durante la detección de juego | Cada 3-4 temporadas |
| Rodamientos de rodillos superiores y de rodillos tensores | Cada 2-3 temporadas | Cada 4-5 temporadas |
Ever-Power: Rodamientos sellados diseñados para el entorno del ensilaje.
Opciones de especificación de rodamientos que prolongan su vida útil.
Al seleccionar un Empacadora de ensilaje en venta En Australia, la especificación de los rodamientos en posiciones clave es un detalle que tiene un impacto real en los costos operativos durante la vida útil de la máquina. Las máquinas Ever-power utilizan rodamientos sellados de goma de alto contacto (especificación 2RS) en las posiciones de mayor riesgo de contaminación (husillos del eje de recogida y posiciones de los rodillos de transmisión inferiores) de serie, en lugar de como una mejora opcional. El costo adicional de esta especificación se recupera con creces gracias a la menor frecuencia de reemplazo y a la prevención de daños secundarios en comparación con las máquinas que utilizan rodamientos abiertos o ligeramente blindados en estas posiciones. Los rodamientos de repuesto para todas las posiciones de la gama Ever-power están disponibles en nuestras instalaciones de la zona industrial de Charlton. Contacta con nuestro equipo Para conocer las especificaciones y la disponibilidad de los rodamientos específicos de cada modelo, o visite nuestra página Página Acerca de nosotros Para obtener más información sobre nuestro enfoque de soporte.
¿Necesita rodamientos de repuesto?
Contacta con nuestro equipo de soporte técnico.
Zona Industrial de Charlton, Australia — Suministro de rodamientos, repuestos y guías de mantenimiento para empacadoras de ensilaje, según las especificaciones del fabricante original, para todos los modelos Ever-power.

Preguntas frecuentes
Preguntas frecuentes sobre el reemplazo de rodamientos de empacadoras de ensilaje
Australia Ever-power Forage Balers Co., Ltd.
📍 Zona industrial de Charlton, Australia



















